



Краскопульт куплен, компрессор работает — а краска всё равно ложится с потёками, шагренью или полосами. В 80% случаев причина не в материале и не в пистолете, а в неправильной настройке. Три регулятора на краскопульте выглядят просто, но каждый из них напрямую влияет на результат. Разберём пошагово, как выставить всё правильно.
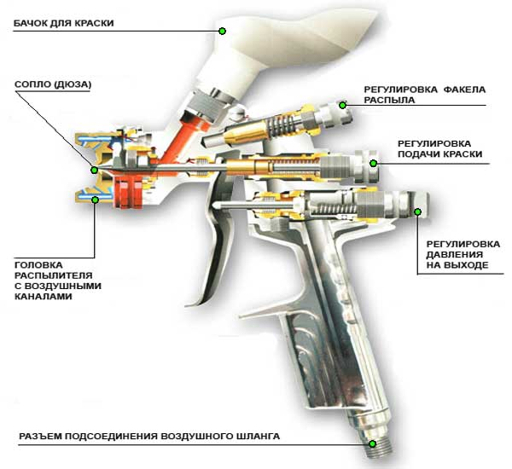
Три регулятора краскопульта: что они делают
Прежде чем что-то крутить — нужно понять, за что отвечает каждый регулятор. На большинстве HVLP-пистолетов их три, и все три влияют друг на друга.
| Регулятор | Что регулирует | Типичное положение |
|---|---|---|
| Воздух (верхний) | Давление распыления, форма факела | 2–2.5 бар на входе |
| Факел (боковые «рога») | Ширина и форма факела — круг или эллипс | Полностью открыт для плоскостей |
| Материал (задний) | Количество краски за один проход | Зависит от вязкости краски |
Правило настройки: сначала давление воздуха → потом форма факела → потом подача материала. Менять порядок — значит настраивать наугад.
Шаг 1. Правильное давление воздуха
Давление — это основа. Слишком низкое — краска не распыляется, ложится каплями. Слишком высокое — туман, сухой факел, шагрень и лишний расход.
| Материал | Давление на входе (бар) | Давление у сопла (бар) |
|---|---|---|
| База (металлик, перламутр) | 1.8–2.2 | 0.5–0.7 |
| Акриловая эмаль | 2.0–2.5 | 0.6–0.8 |
| Лак HS | 2.0–2.5 | 0.6–0.8 |
| Лак MS | 1.8–2.2 | 0.5–0.7 |
| Акриловый грунт | 2.5–3.0 | 0.7–1.0 |
| Грунт-наполнитель | 2.5–3.5 | 0.8–1.2 |
Давление всегда выставляется при открытом курке — то есть в рабочем положении. В режиме покоя показания манометра не имеют значения.
Шаг 2. Настройка формы факела
Боковые «рога» управляют воздухом, который формирует факел. Полностью закрыты — круглый факел. Полностью открыты — широкий эллипс.
- Широкий эллипс (рога открыты) — для покраски капота, крыши, дверей, крыльев. Перекрытие проходов 50–75%.
- Средний факел — для стоек, порогов, узких деталей.
- Круглый факел (рога закрыты) — для точечного нанесения и маленьких деталей.
| Форма факела | Причина | Решение |
|---|---|---|
| «Банан» — изогнутый факел | Засорён один из боковых каналов головки | Промыть головку, прочистить отверстия |
| Узкая полоса посередине | Слишком густой материал или засорено сопло | Разбавить краску, прочистить сопло |
| «Уши» — утолщения по краям | Слишком высокое давление воздуха | Снизить давление на 0.2–0.3 бар |
| Пульсирующий факел | Нестабильное давление компрессора | Проверить компрессор, добавить ресивер |
| Капли по краям факела | Слишком низкое давление | Поднять давление на 0.2–0.3 бар |
Шаг 3. Настройка подачи материала
Задний регулятор (игла) управляет количеством краски, которое выходит при нажатии на курок. Стандартная начальная точка: открутить полностью, затем закрутить на 1.5–2 оборота назад.
- Больше материала — для грунта, густых эмалей, больших плоскостей.
- Меньше материала — для базы, металлика, точечной подкраски.
Шаг 4. Правильная вязкость краски
Краска прямо из банки почти никогда не готова к нанесению. Её нужно разбавить до рабочей вязкости — измеряется вискозиметром (воронка DIN 4, секунды до первого прерывания струи).
| Материал | Вязкость (сек, DIN 4) | Разбавитель |
|---|---|---|
| База (металлик) | 14–18 сек | Разбавитель для базы |
| Акриловая эмаль | 18–22 сек | Акриловый разбавитель |
| Лак HS | 18–22 сек | Разбавитель для лаков |
| Акриловый грунт | 20–25 сек | Акриловый разбавитель |
| Грунт-наполнитель | 25–35 сек | Акриловый разбавитель |
Вязкость зависит от температуры. При +15°C краска гуще, при +25°C — жиже. Летом разбавляйте меньше, зимой — больше. Всегда проверяйте вязкость при рабочей температуре в боксе.
Шаг 5. Рабочее расстояние и скорость ведения
- Расстояние от сопла до поверхности: 15–20 см для HVLP. Ближе — потёки. Дальше — шагрень.
- Скорость ведения: 15–25 см/с равномерно.
- Перекрытие проходов: 50–75%. При металлике — 75%, при лаке — 50%.
- Угол пистолета: строго перпендикулярно поверхности.
Проверка настройки: тест на картоне
Никогда не начинайте красить деталь без предварительного теста. Нанесите один проход на картон А3 — оцените форму факела, укрывистость, наличие потёков. Если всё в порядке — красьте деталь. Тест занимает 2 минуты и экономит час переделки.
Типичные ошибки при настройке краскопульта
- Выставляют давление без открытого курка. Манометр в покое показывает одно, под нагрузкой — другое.
- Не проверяют вязкость. Краска «из банки» почти всегда не готова к нанесению.
- Регулируют всё одновременно. Сначала давление, потом факел, потом подача — только так.
- Не делают тест на картоне. Первый слой сразу на деталь — и потёки, и переделка.
- Забывают про температуру. Холодный бокс = более густая краска = другие настройки.
Краткая памятка: 7 шагов настройки
- Разбавьте краску до рабочей вязкости по вискозиметру
- Выставьте давление воздуха при открытом курке
- Откройте факел полностью (для плоскостей)
- Откройте подачу материала на 1.5–2 оборота от закрытого
- Сделайте тест на картоне
- Скорректируйте подачу материала под конкретный слой
- Красьте деталь
Частые вопросы о настройке краскопульта
Читайте также
- Как выбрать краскопульт для покраски автомобиля — если ещё не определились с моделью
- Как промыть краскопульт после работы — правильная промывка после каждой покраски
- Какой компрессор нужен для краскопульта — производительность, ресивер, давление
- Как красить авто базой и лаком — применяем настройки на практике
Отзывов: 0 / Написать отзыв